

-
- 公司:
- 深圳市宝安区松岗东兴电泳烤漆厂
-
- 联系:
- 方小姐
-
- 手机:
-
13823192459
-
- 电话:
-
0755-27299982
-
- 地址:
- 深圳松岗红星龙门坡边工业区

- 深圳电泳加工 217
- 深圳电槽各类表面处理 267
- 深圳电泳烤漆 101
- 深圳电泳涂装 88
- 深圳沙井电泳加工厂 80
- 深圳福永电泳加工 80
- 深圳松岗电泳加工厂 85
- 深圳松岗电槽表面处理 76

- 电泳涂装工艺中水洗工序有哪些重要性?623阅读 2023-07-03 15:03:55
- 黑色电泳涂装加工的涂膜出现针孔的原因分析596阅读 2023-07-03 15:03:20
- 电泳加工时为什么要有前处理工序呢?587阅读 2023-07-03 15:02:13
- 黑色电泳加工时一般怎样控制好质量问题?596阅读 2023-07-03 15:01:40
- 电泳涂装加工前工件的外表处置方法是什么?606阅读 2023-07-03 15:00:57

深圳沙井电槽表面处理供应,值得信赖
2024-05-01 02:00:01 1318次浏览

价 格:面议
在一般大气中,锌层表面形成一层很薄而密实的氧化锌层表面,它很难溶于水,故对唐山槽钢起着一定保护作用,如果氧化锌与大气中其它成分生成不溶性锌盐后,则防腐蚀作用更理想。将较厚致密的纯锌层覆盖在槽钢表面上,可以避免槽钢基体与任何腐蚀溶液的接触,保护槽钢免受腐蚀。
【阳极电泳一般工艺流程为】
工件前处理(除油→热水洗→除锈→冷水洗→磷化→热水洗→钝化)→阳极电泳→工件后处理(清水洗→烘干)。
1、 除油:溶液一般为热碱性化学除油液,温度为60℃(蒸汽加热),时间为20min左右。
2、 热水洗:温度60℃(蒸汽加热),时间2min。
3、 除锈:用H2SO4或HCl ,例如用盐酸除锈液,HCl总酸度≥43点;游离酸度>41点;加清洗剂1.5%;室温下洗10~20min。
4、 冷水洗:流动中冷水洗1min。
5、 磷化:用中温磷化(60℃时磷化10min),磷化液可用市售成品。
上述工序亦可用喷砂→水洗代替。
6、 钝化:用与磷化液配套的药品(由出售磷化液厂家提供),室温下1~2min即可。
7、 阳极电泳:电解液成分为H08-1黑色电泳漆,固体分质量分数9%~12%,蒸馏水质量分数88%~91%。电压为(70±10)V;时间是2~2.5min;漆液温度为15~35℃;漆液PH值约8~8.5。注意工件出入槽要断电。电泳过程中电流随漆膜增厚会逐步下降。
8、 清水洗:流动冷水中洗。
9、 烘干:在烘箱中于(165±5)℃温度下烘40~60min即可。
是利用电解作用使金属或其它材料制件的表面附着一层金属膜的工艺从而起到防止金属氧化(如锈蚀),提高耐磨性、导电性、反光性、抗腐蚀性( 硫酸铜等)及增进美观等作用。 不少硬币的外层亦为电镀。
【 工艺流程 】
曝光法:工程根据图形开出备料尺寸-材料准备-材料清洗-烘干→贴膜或涂布→烘干→曝光→显影→烘干-蚀刻→脱膜→OK
网印法:开料→清洗板材(不锈钢其它金属材料)→丝网印→蚀刻→脱膜→OK
-
 现拥有厂房面积1500平方米,半自动电着处理生产线1条,打磨、抛光生产线1条,以及污水、废气处理设备各1套,现有生产员工40多人,其中高级技工程师2人,生产技术人员6人,自公司设立以来,一直秉承品质,服务至上,永续经营的宗旨。 烤漆房结构:23-12-13 13:42:01
现拥有厂房面积1500平方米,半自动电着处理生产线1条,打磨、抛光生产线1条,以及污水、废气处理设备各1套,现有生产员工40多人,其中高级技工程师2人,生产技术人员6人,自公司设立以来,一直秉承品质,服务至上,永续经营的宗旨。 烤漆房结构:23-12-13 13:42:01 -
 涂装硬度 铅笔硬度H以上,涂面不能有破损,刮伤 把铅笔削成直角,针对测试面沿45度方向,施予1kg的力量之力在烤漆表面画出8cm的直线(参考A.常温硬度3H以上;B.加热230℃硬度H)五金喷涂。附着性 用百格测试,测试面上漆不可脱落5%22-05-24 09:00:01
涂装硬度 铅笔硬度H以上,涂面不能有破损,刮伤 把铅笔削成直角,针对测试面沿45度方向,施予1kg的力量之力在烤漆表面画出8cm的直线(参考A.常温硬度3H以上;B.加热230℃硬度H)五金喷涂。附着性 用百格测试,测试面上漆不可脱落5%22-05-24 09:00:01 -
 在锌呈液体的状态下,经过了相当复杂的物理、化学作用之后,在槽钢固件上不仅镀上较厚的锌层,而且还生成一种锌—铁合金层。这种镀法,不仅具备了电镀锌的耐腐蚀特点,而且由于具有锌铁合金层,还具有电镀锌所无法比拟的强耐腐蚀性,因此,这种镀法特别适用于21-08-31 16:33:01
在锌呈液体的状态下,经过了相当复杂的物理、化学作用之后,在槽钢固件上不仅镀上较厚的锌层,而且还生成一种锌—铁合金层。这种镀法,不仅具备了电镀锌的耐腐蚀特点,而且由于具有锌铁合金层,还具有电镀锌所无法比拟的强耐腐蚀性,因此,这种镀法特别适用于21-08-31 16:33:01 -
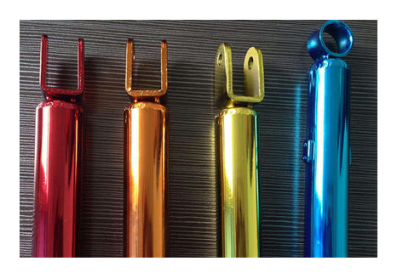
 彩色电泳之电泳加工厂家涂装设备可以分为连续通过式和间歇垂直升降式两大类,连续通过式电泳设备组成流水生产线,适于大批量涂装生产,在工业上应用很广;而间歇垂直升降式,初始形式是采用单轨电葫芦,用人工控制,适用于批量较小的涂装作业。近年来随着计算23-03-13 21:00:01
彩色电泳之电泳加工厂家涂装设备可以分为连续通过式和间歇垂直升降式两大类,连续通过式电泳设备组成流水生产线,适于大批量涂装生产,在工业上应用很广;而间歇垂直升降式,初始形式是采用单轨电葫芦,用人工控制,适用于批量较小的涂装作业。近年来随着计算23-03-13 21:00:01 -
 等速电泳是在样品中加有领先离子(其迁移率比所有被分离离子的大)和终末离子(其迁移率比所有被分离离子的小),样品加在领先离子和终末离子之间,在外电场作用下,各离子进行移动,经过一段时间电泳后,达到完全分离。被分离的各离子的区带按迁移率大小依序19-06-27 13:26:01
等速电泳是在样品中加有领先离子(其迁移率比所有被分离离子的大)和终末离子(其迁移率比所有被分离离子的小),样品加在领先离子和终末离子之间,在外电场作用下,各离子进行移动,经过一段时间电泳后,达到完全分离。被分离的各离子的区带按迁移率大小依序19-06-27 13:26:01 -
 电泳涂装前表面处理的目的主要是:清除涂膜与涂件表面的障碍,排除影响二者结合的因素如油污,锈渍,氧化皮及其它杂质,为电泳涂装提供如下良好条件:导电良好,平整度高的表面。有一个均匀,细致,膜厚1~3μm,导电仍良好的保护膜(磷化膜)该膜不仅可以19-06-27 13:36:02
电泳涂装前表面处理的目的主要是:清除涂膜与涂件表面的障碍,排除影响二者结合的因素如油污,锈渍,氧化皮及其它杂质,为电泳涂装提供如下良好条件:导电良好,平整度高的表面。有一个均匀,细致,膜厚1~3μm,导电仍良好的保护膜(磷化膜)该膜不仅可以19-06-27 13:36:02 -
 电泳加工过程步骤 过程1:电解反响:2H2O+2e-=H2↑+2OH-; 过程2:电泳:RN+H(C2H4OH)2:和H+向阴极运动; 过程3:阴极电堆积:由H+在阴极放电,阴极和漆液界面处,OH-浓度升高, 当OH-浓度增加到一定20-06-05 10:15:01
电泳加工过程步骤 过程1:电解反响:2H2O+2e-=H2↑+2OH-; 过程2:电泳:RN+H(C2H4OH)2:和H+向阴极运动; 过程3:阴极电堆积:由H+在阴极放电,阴极和漆液界面处,OH-浓度升高, 当OH-浓度增加到一定20-06-05 10:15:01 -
 在锌呈液体的状态下,经过了相当复杂的物理、化学作用之后,在槽钢固件上不仅镀上较厚的锌层,而且还生成一种锌—铁合金层。这种镀法,不仅具备了电镀锌的耐腐蚀特点,而且由于具有锌铁合金层,还具有电镀锌所无法比拟的强耐腐蚀性,因此,这种镀法特别适用于21-08-31 20:21:01
在锌呈液体的状态下,经过了相当复杂的物理、化学作用之后,在槽钢固件上不仅镀上较厚的锌层,而且还生成一种锌—铁合金层。这种镀法,不仅具备了电镀锌的耐腐蚀特点,而且由于具有锌铁合金层,还具有电镀锌所无法比拟的强耐腐蚀性,因此,这种镀法特别适用于21-08-31 20:21:01 -
 处置危险废物的办法主要有地质处置和海洋处置两大类。海洋处置包括深海投弃和海上焚烧。陆地处置包括土地耕作、贮存或贮留地贮存、土地填埋、深井灌注和深地层处置等几种,其中应用多的是土地填埋处置技术。海洋处置现已被国际公约禁止,但地质处置至今仍是世21-08-31 18:33:01
处置危险废物的办法主要有地质处置和海洋处置两大类。海洋处置包括深海投弃和海上焚烧。陆地处置包括土地耕作、贮存或贮留地贮存、土地填埋、深井灌注和深地层处置等几种,其中应用多的是土地填埋处置技术。海洋处置现已被国际公约禁止,但地质处置至今仍是世21-08-31 18:33:01 -
 在外加直流电源的作用下,胶体微粒在分散介质里向阴极或阳极作定向移动,这种现象叫做电泳。利用电泳现象使物质分离,这种技术也叫做电泳。胶体有电泳现象,证明胶体的微粒带有电荷。各种胶体微粒的本质不同,它们吸附的离子不同,所以带有不同的电荷。工厂除23-12-13 14:27:01
在外加直流电源的作用下,胶体微粒在分散介质里向阴极或阳极作定向移动,这种现象叫做电泳。利用电泳现象使物质分离,这种技术也叫做电泳。胶体有电泳现象,证明胶体的微粒带有电荷。各种胶体微粒的本质不同,它们吸附的离子不同,所以带有不同的电荷。工厂除23-12-13 14:27:01 -
 电泳自动化流水线原理 1、电泳 带电胶粒在直流电场中,向电荷极性相反的电极移动,移动数度极大地受到分散介质粘滞阻力的影响,犹如泳动,故称之电泳。 由于胶团为双电层结构,它的泳动速度可按下方式表示:V=ζεE/kπη 式中V————泳20-06-05 10:18:01
电泳自动化流水线原理 1、电泳 带电胶粒在直流电场中,向电荷极性相反的电极移动,移动数度极大地受到分散介质粘滞阻力的影响,犹如泳动,故称之电泳。 由于胶团为双电层结构,它的泳动速度可按下方式表示:V=ζεE/kπη 式中V————泳20-06-05 10:18:01 -
 现拥有厂房面积1500平方米,半自动电着处理生产线1条,打磨、抛光生产线1条,以及污水、废气处理设备各1套,现有生产员工40多人,其中高级技工程师2人,生产技术人员6人,自公司设立以来,一直秉承品质,服务至上,永续经营的宗旨。利用电泳可以确23-12-13 14:45:01
现拥有厂房面积1500平方米,半自动电着处理生产线1条,打磨、抛光生产线1条,以及污水、废气处理设备各1套,现有生产员工40多人,其中高级技工程师2人,生产技术人员6人,自公司设立以来,一直秉承品质,服务至上,永续经营的宗旨。利用电泳可以确23-12-13 14:45:01 -
 一种电解氧化过程,在该过程中,铝和铝合金的表面通常转化为一层氧化膜,这层氧化膜具有 保护性、装饰性以及一些 其他的功能特性。 从这个定义出发的铝的阳极氧化,只包括生成阳极氧化膜这一部分工艺过程。将金属或合金的制件作为阳极,采用电解的方法使其21-08-31 19:54:01
一种电解氧化过程,在该过程中,铝和铝合金的表面通常转化为一层氧化膜,这层氧化膜具有 保护性、装饰性以及一些 其他的功能特性。 从这个定义出发的铝的阳极氧化,只包括生成阳极氧化膜这一部分工艺过程。将金属或合金的制件作为阳极,采用电解的方法使其21-08-31 19:54:01 -
 电泳加工过程步骤 过程1:电解反响:2H2O+2e-=H2↑+2OH-; 过程2:电泳:RN+H(C2H4OH)2:和H+向阴极运动; 过程3:阴极电堆积:由H+在阴极放电,阴极和漆液界面处,OH-浓度升高, 当OH-浓度增加到一定20-06-05 10:21:01
电泳加工过程步骤 过程1:电解反响:2H2O+2e-=H2↑+2OH-; 过程2:电泳:RN+H(C2H4OH)2:和H+向阴极运动; 过程3:阴极电堆积:由H+在阴极放电,阴极和漆液界面处,OH-浓度升高, 当OH-浓度增加到一定20-06-05 10:21:01 -
深圳市松岗东兴电泳烤漆厂,具备正规环保牌照。可以开17%税票 成立于1999年10月,主要从事电泳,电槽各类表面处理,包括彩色。目前与统一、松下、东芝、中信、索尼、捷和电机等配设厂商取很好的合作关系。欢迎您随时来敝公司光临指导,我们将竭诚为23-12-13 17:06:01
-
 光泽度不太好色度不足缘故:UV光油黏度很小,镀层过薄,施胶不匀;印刷耗材不光滑,速即太强;网纹辊太细,提供的油量很小;非报名参加干躁反映有机溶剂稀释液过多。处理:适度提升UV光油黏度及施胶量,调节施胶组织使施胶匀称;挑选速即弱的原材料,或先22-05-24 09:36:01
光泽度不太好色度不足缘故:UV光油黏度很小,镀层过薄,施胶不匀;印刷耗材不光滑,速即太强;网纹辊太细,提供的油量很小;非报名参加干躁反映有机溶剂稀释液过多。处理:适度提升UV光油黏度及施胶量,调节施胶组织使施胶匀称;挑选速即弱的原材料,或先22-05-24 09:36:01 -
 彩色电泳之电泳加工厂家需要的设备: 一、自动喷淋线,这个半自动线可有可无,也可以用人工冲洗,可这样就慢些,也费力一点。有这个。实不实用每个师傅说法不一样。 二、隧道炉烤箱,这个是必须的,也是重要的,这也是半自动线和手动线的区别,这个烘烤不有23-03-13 20:57:01
彩色电泳之电泳加工厂家需要的设备: 一、自动喷淋线,这个半自动线可有可无,也可以用人工冲洗,可这样就慢些,也费力一点。有这个。实不实用每个师傅说法不一样。 二、隧道炉烤箱,这个是必须的,也是重要的,这也是半自动线和手动线的区别,这个烘烤不有23-03-13 20:57:01 -
 电泳(electrophoresis, EP)是电泳现象的简称,指的是带电颗粒在电场作用下,向着与其电性相反的电极移动的现象。利用带电粒子在电场中移动速度不同而达到分离的技术称为电泳技术。1807年,由俄国莫斯科大学的斐迪南·弗雷德里克·罗23-12-13 19:21:01
电泳(electrophoresis, EP)是电泳现象的简称,指的是带电颗粒在电场作用下,向着与其电性相反的电极移动的现象。利用带电粒子在电场中移动速度不同而达到分离的技术称为电泳技术。1807年,由俄国莫斯科大学的斐迪南·弗雷德里克·罗23-12-13 19:21:01 -
 电压摆的危害1、直接升高工作电压,增加电耗。2、电解槽发生电压摆动,增加了处理时间和工作难度。耗费大量人力,物力和设备,潜在着较大间接损失。3、由于电压摆动使电解质和铝液的流速加快,界面层变化大,铝的二次反应增加,降低了电流效率;另外,电解21-08-31 18:21:01
电压摆的危害1、直接升高工作电压,增加电耗。2、电解槽发生电压摆动,增加了处理时间和工作难度。耗费大量人力,物力和设备,潜在着较大间接损失。3、由于电压摆动使电解质和铝液的流速加快,界面层变化大,铝的二次反应增加,降低了电流效率;另外,电解21-08-31 18:21:01 -
 烤漆,在家具制造中新兴的一种喷漆制作方法(工艺)。其方法是:在打磨到一定粗糙程度的基底上(通常是高密度板材),喷上若干层油漆。并经高温烘烤定型。 该工艺对油漆要求较高,显色性好。烤漆分为两大类,一类低温烤漆固化温度为140°C-180°C,23-12-13 16:18:01
烤漆,在家具制造中新兴的一种喷漆制作方法(工艺)。其方法是:在打磨到一定粗糙程度的基底上(通常是高密度板材),喷上若干层油漆。并经高温烘烤定型。 该工艺对油漆要求较高,显色性好。烤漆分为两大类,一类低温烤漆固化温度为140°C-180°C,23-12-13 16:18:01
被浏览过 5312601 次 版权所有:深圳市宝安区松岗东兴电泳烤漆厂(ID:11483396) 技术支持:林睿君
第8年
